{kind=link}
La stampa 3D in resina è diventata sempre più accessibile con la diminuzione dei prezzi delle stampanti e con l’arrivo di nuove tecnologie che hanno reso questa forma di stampa (SLA) una alternativa di migliore qualità (soprattutto nella realizzazione di miniatura ed oggetti ad alto dettaglio) rispetto alla stampa FDM che resta comunque la più utilizzata per la semplicità di utilizzo
Ma se si vogliono raccogliere i benefici della stampa in resina, è necessario conoscere le giuste impostazioni dello slicer per ottenere le migliori stampe possibili.
In questo articolo ci concentremo principalmente sulle impostazioni di cui tenere conto nella stampa in resina con stampanti LCD.
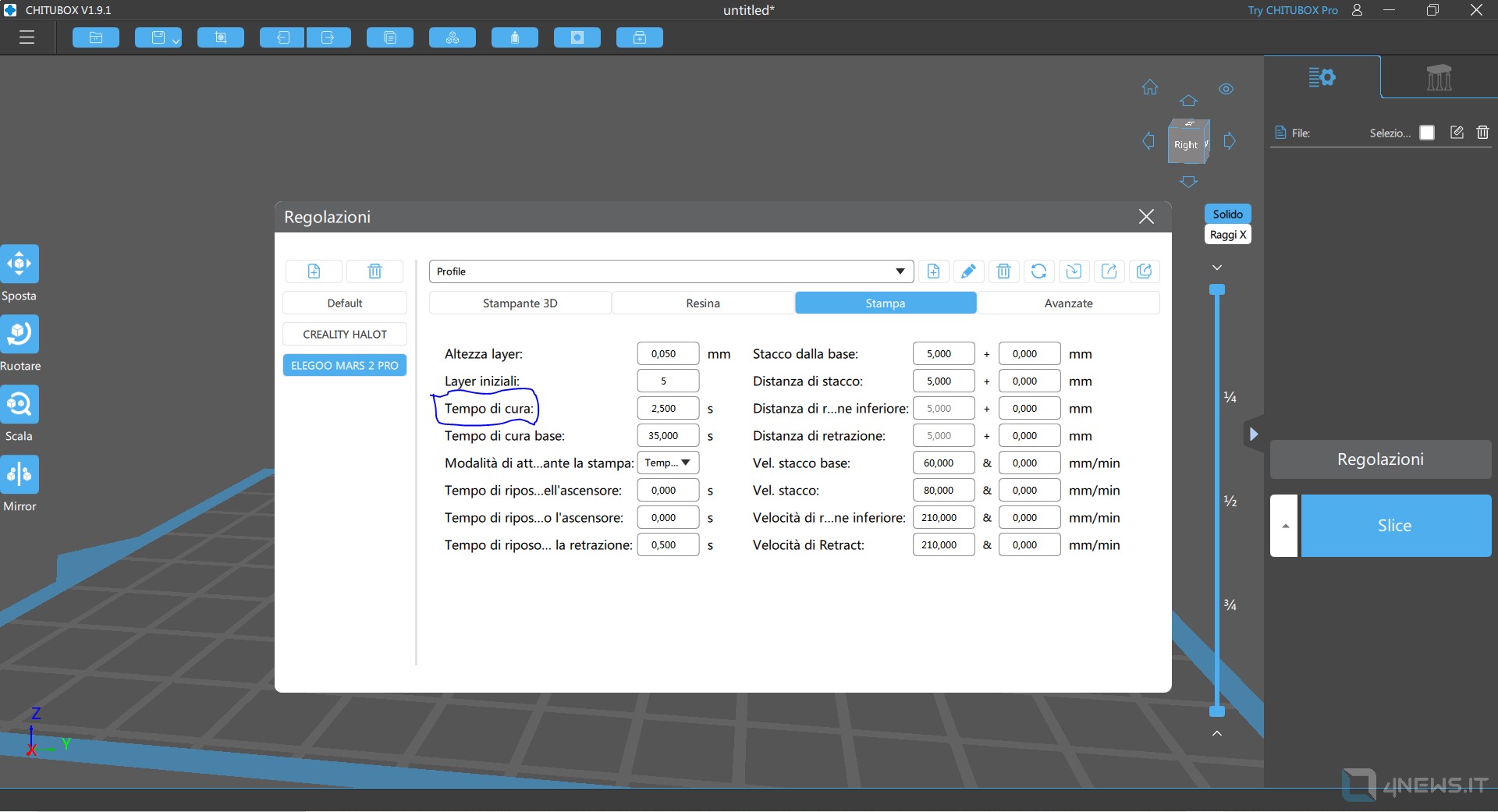
Tempo di esposizione
Le stampanti 3D a resina per dirla in due parole polimerizzano (solidificano) la resina esponendola ad una fonte di luce UV. Solidificando diversi strati di resina uno sopra l’altro è possibile creare le forme del nostro modello. Il “tempo di esposizione” è la durata per la quale la resina non polimerizzata sul fondo del serbatoio è esposta alla luce UV.
Ciascuna resina ha tempi di esposizione diversi, che dipendono in larga parte dalle proprietà chimiche della resina utilizzata, dal tipo di LCD della stampante (schermi monocromatici richiedono tempi di esposizione meno lunghi per polimerizzare la resina, rispetto a quelli richiesti da schermi RGB) e dalla qualità ed uniformità delle lampade UV della vostra stampante.
È essenziale che questa impostazione sia perfettamente calibrata poiché influisce direttamente sulla qualità delle stampe 3D e sul tempo di stampa complessivo.
Se si mantiene un tempo di esposizione basso, la resina potrebbe non curarsi (è definito così il processo di polimerizzazione) correttamente, e gli strati successivi potrebbero non avere una base solida a cui aderire.
Al contrario, un tempo di esposizione troppo elevato aumenta i tempi di stampa 3D, portando a fragilità e crepe nelle stampe a resina. Il trucco è quello di minimizzare i tempi di esposizione per ridurre il tempo di stampa ma ottenere comunque un risultato di alta qualità.
Di solito, i produttori di resina etichettano il tempo di esposizione sulle loro boccette di resina. Ogni resina è formulata in modo diverso, quindi non è facile generalizzare l’impostazione del tempo di esposizione. Tuttavia, un tempo di esposizione di 2-4 secondi è una buona gamma per le stampanti 3D a resina con schermi LCD monocromatici.
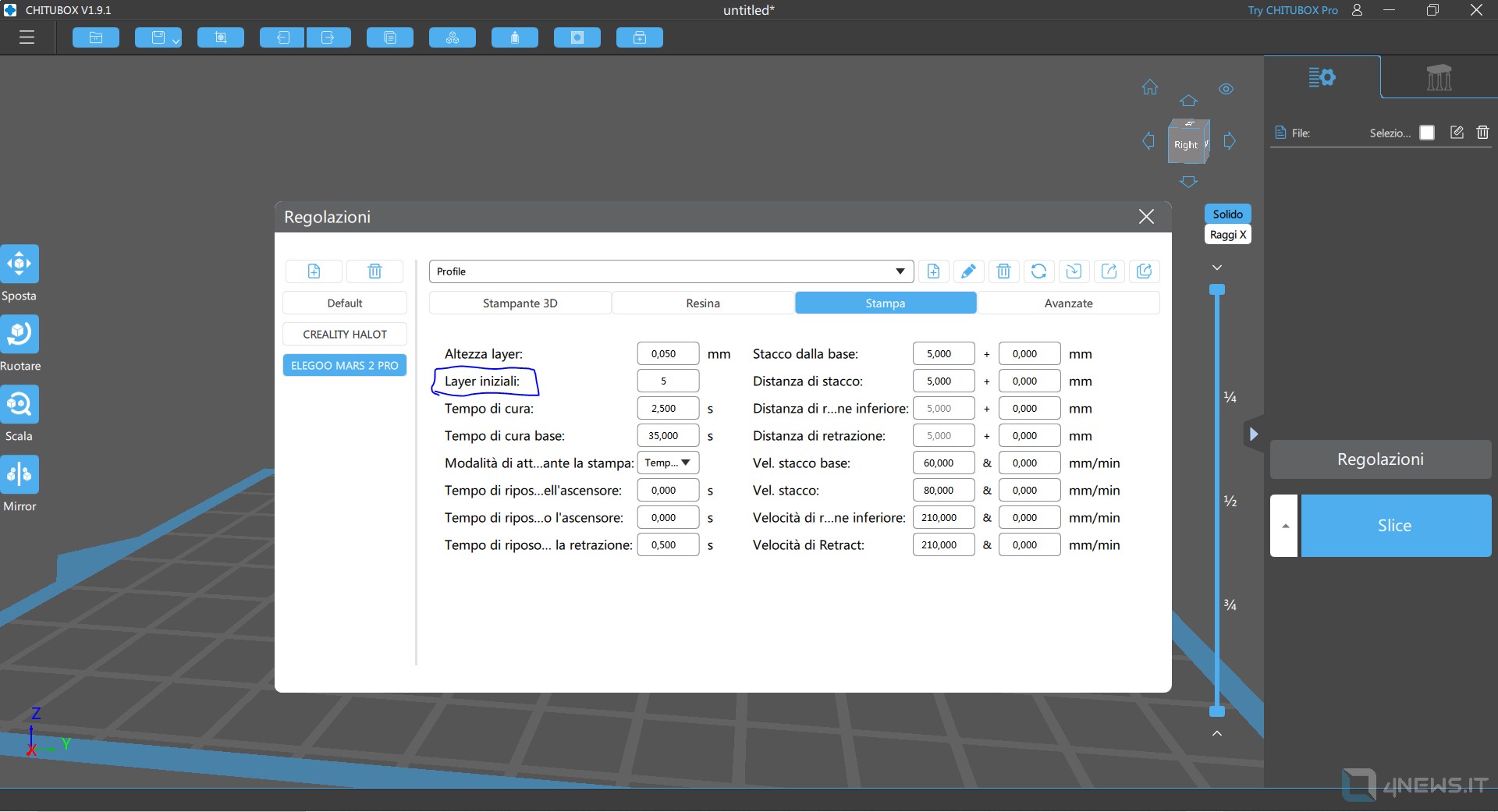
Conteggio degli strati inferiori
Gli strati inferiori sono probabilmente quelli più importanti. Non bisogna mai dimenticare infatti che la stampa del nostro modello avverrà sottosopra: il piatto di stampa, sollevandosi progressivamente, permetterà il solidificarsi dei diversi strati di resina, da quello più in basso fino a quello più in alto. E’ quindi necessario che la base sia saldamente ancorata al piatto se si vuole evitare che la gravità e l’effetto ventosa (di cui diremo più avanti) faccia fallire miseramente la nostra stampa o facendola staccare dal piatto, o facendola attaccare al FEP (il materiale plastico trasparente sul fondo della vaschetta della resina).
Un numero maggiore di strati inferiori si traduce in una base migliore e migliora le possibilità del modello di aderire bene alla piatto di costruzione.
Si dovrebbe anche aumentare il tempo di esposizione per curare correttamente gli strati inferiori. L’impostazione predefinita in ChiTuBox dipende da quale profilo di stampante 3D si seleziona. Si dovrebbe mantenere questa impostazione ad un valore di 6-8 layer per bilanciare tempi di stampa più rapidi con una buona adesione.
In Lychee grazie ai profili differenziati per tipo di resina è possibile partire già da una buona base, ma il consiglio è di cercare tramite gruppi e siti specializzati le impostazioni migliori (per ogni recensione che pubblichiamo, nei nostri box viola troverete le impostazioni per le singole resine utilizzate) e partire da quelle per ottenere tramite il file esempio per l’esposizione (che potete trovare qui e qui) quella perfetta per la vostra stampante e resina.
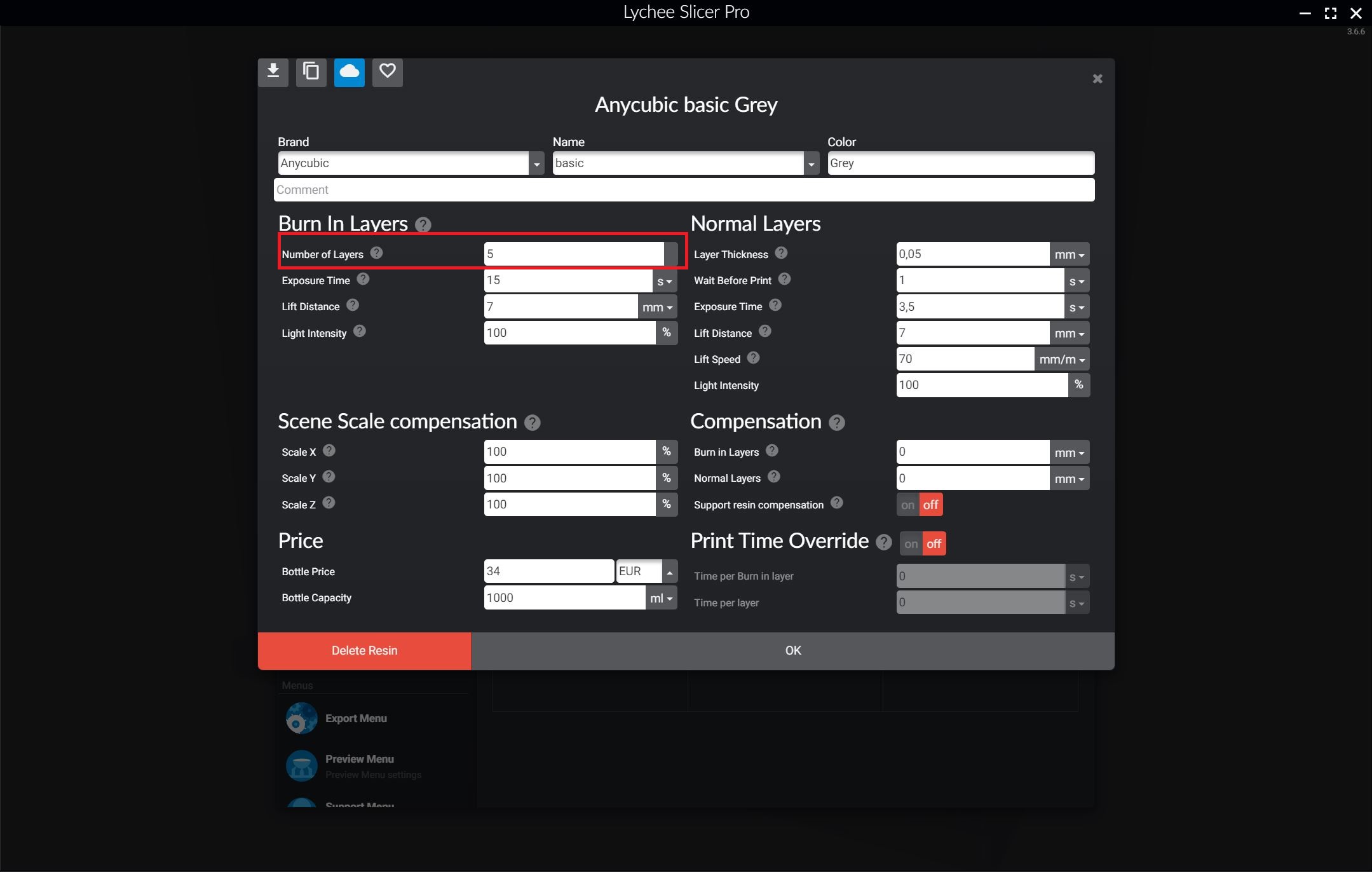
La chiave qui è ottenere una corretta adesione del piatto di costruzione e una base solida per i modelli stampati in 3D. Si può iniziare con un numero più alto e diminuirlo lentamente uno strato alla volta. Tuttavia, non è consigliabile andare al di sotto di un numero di strato inferiore di 4, in quanto si tradurrà in una base troppo sottile. Per andare sul sicuro puntate ai 6-10 layer per la base. Tenete però a mente che una volta che il pezzo sarà completato, dovrete staccarlo dal piatto di costruzione e questo potrebbe rendere le cose più complicate.
Pro Tip: Per semplificare il distacco del modello dal piatto di costruzione potete ricorrere ad una piastra flessibile da applicare sul piatto di stampa con un magnete, come questo di BigTreetrech. Una volta completata la stampa, rimuovete il piatto magnetico e piegatelo leggermente. Il modello verrà via in un colpo solo.
Pro Tip 2: Un altro metodo per rimuovere facilmente i modelli attaccati al piatto, consiste nell’inserire l’intero piatto in un sacchetto alimentare da freezer e lasciarlo in frigo o in freezer per 4-5 minuti per sfruttare la dilatazione termica determinata dal cambio di temperatura. All’uscita il vostro modello verrà via in un colpo solo.
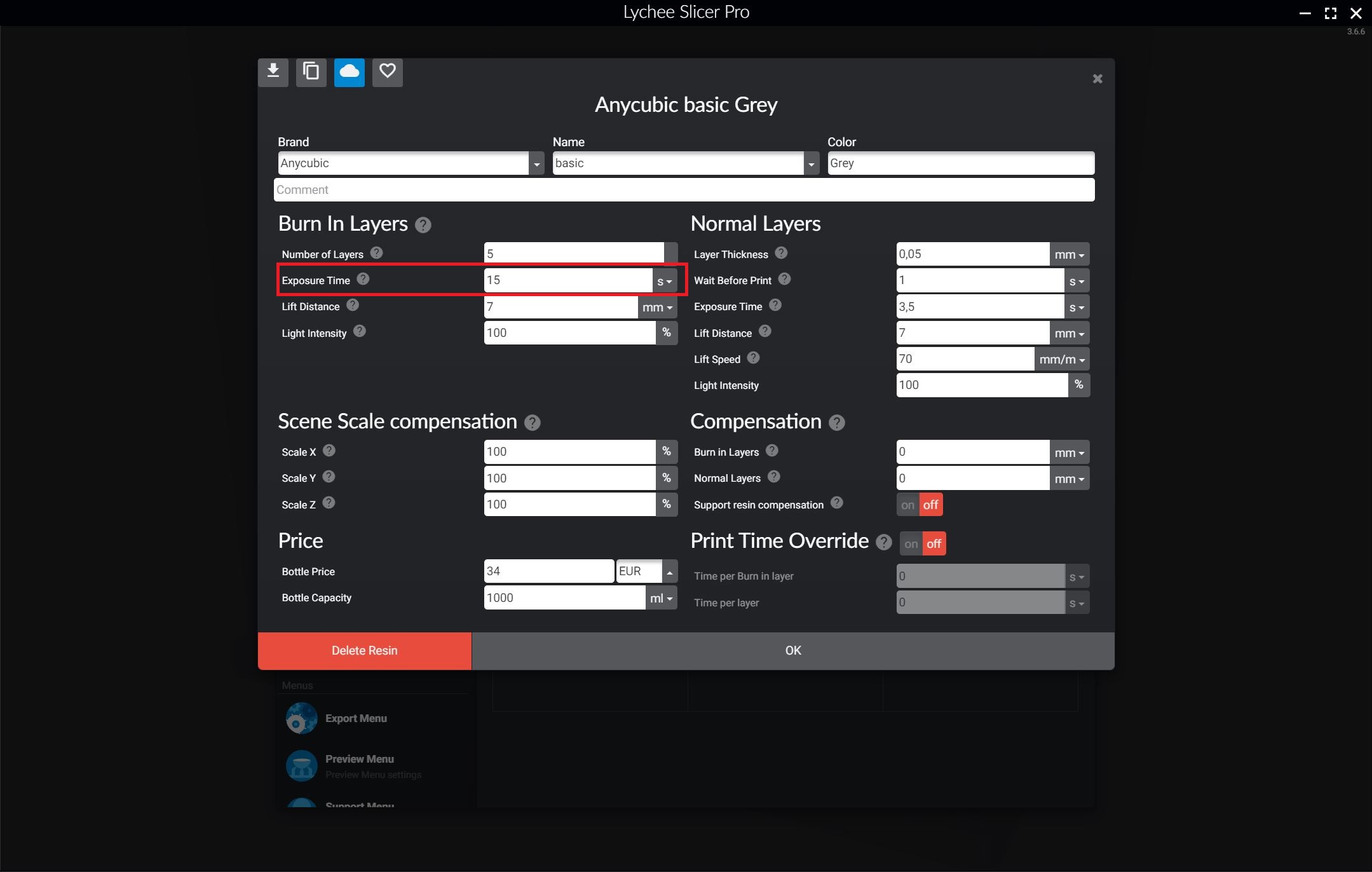
Tempo di esposizione dello strato inferiore
Se lo strato inferiore non è polimerizzato correttamente, potrebbe staccarsi dalla piastra di costruzione. Il tempo di esposizione dello strato inferiore detta l’adesione complessiva della stampa 3D al piatto di costruzione. Se lo strato inferiore è polimerizzato correttamente, si attaccherà meglio al piatto di costruzione e diminuirà le possibilità di errori di stampa. Lo strato inferiore ha quindi bisogno di un tempo di esposizione più lungo rispetto al resto del modello.

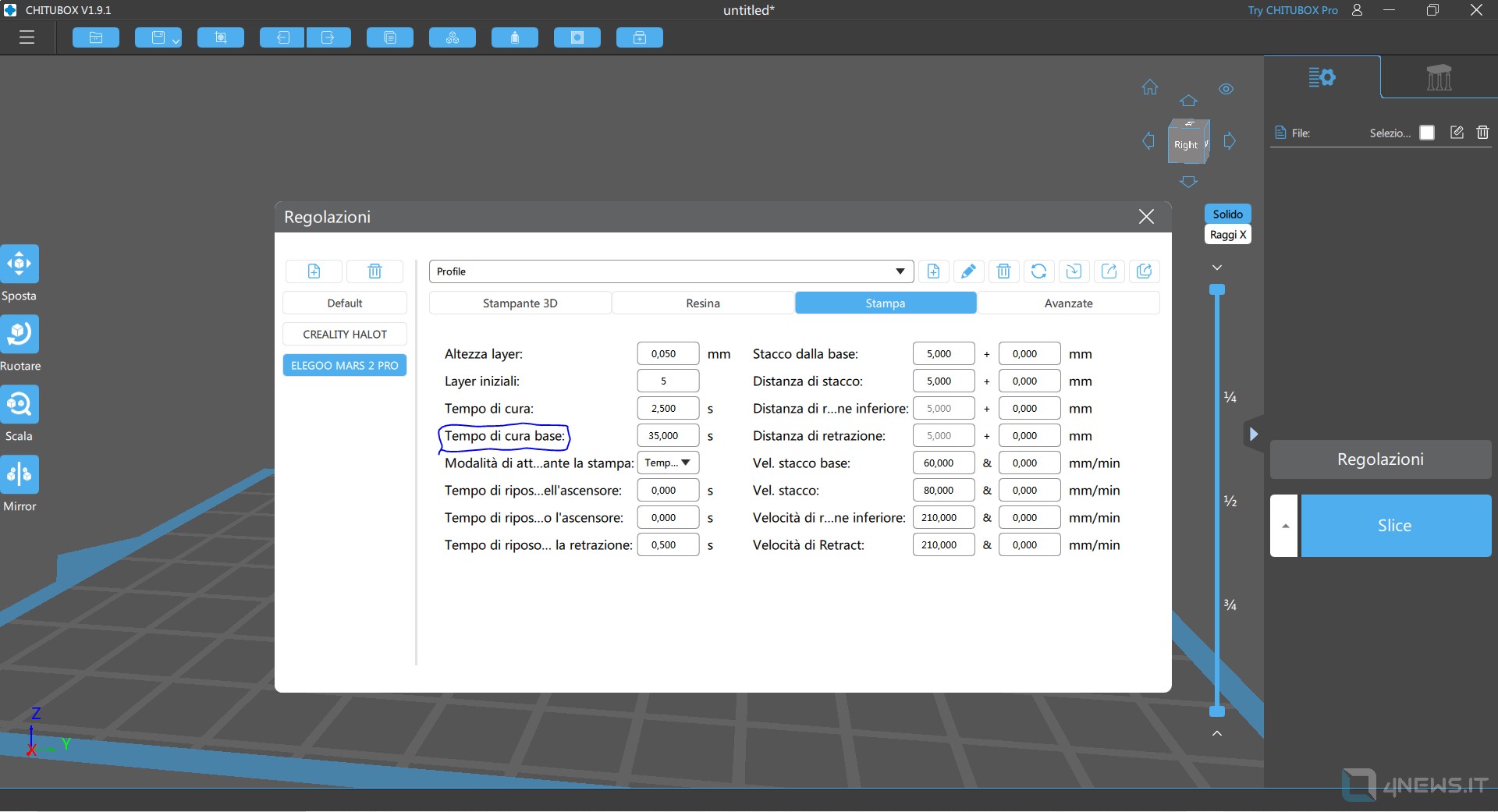
Sarebbe meglio avere un tempo di esposizione dello strato inferiore che sia dalle 8 alle 12 volte il tempo di esposizione regolare. Quindi, se avete un tempo di esposizione di 2-4 secondi per il singolo layer normale, il tempo di esposizione dello strato inferiore dovrebbe essere tra i 32 e i 50 secondi. Potete aumentare questo tempo per ottenere una migliore adesione. Anche i tempi di stampa, tuttavia, aumenteranno. Ovviamente anche qui, è importante verificare con il produttore eventuali diverse indicazioni (solitamente indicate sulla bottiglia di resina) o attraverso i forum.
Lychee consente di accedere ad un importante archivio di diverse resine, con i tempi consigliati dagli utenti e le percentuali di successo.
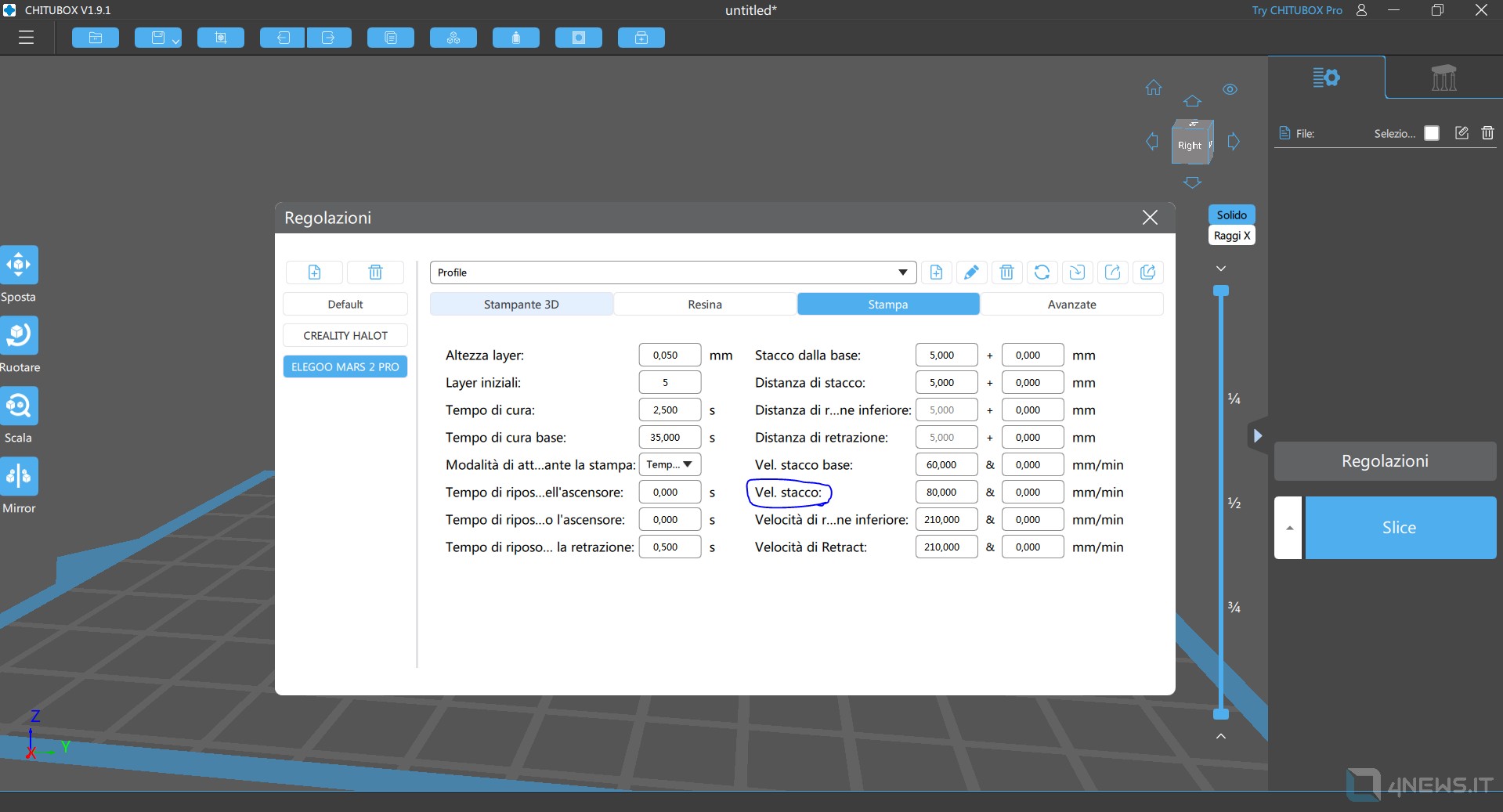
Velocità di sollevamento
La velocità di sollevamento è il fattore principale che determina i tempi di stampa. Un singolo strato di resina viene polimerizzato vicino al film (FEP) sul fondo della vasca di resina. Per curare gli strati successivi, c’è bisogno di un afflusso di resina fresca sul fondo. Per ottenere questo, la piastra di costruzione deve essere sollevata in modo che lo strato di resina polimerizzato si allontani dal film FEP, e ci sia resina fresca disponibile per lo strato successivo.
La velocità alla quale il piatto di costruzione si solleva dalla pellicola FEP è la velocità di sollevamento. Mentre il modello viene staccato dalla pellicola FEP, il sollevamento della piastra di costruzione crea un effetto ventosa nell’intera area che tenta di trattenere il piatto e quello che vi è costruito, attaccato al fep. Se la velocità è troppo alta, le caratteristiche più delicate e le aree più deboli del modello potrebbero essere danneggiate o rimanere attaccate al fep.
È necessario avere una velocità di sollevamento che non sia così lenta da aumentare i tempi di stampa in maniera eccessiva e che non sia troppo veloce da danneggiare la stampa. Una buona velocità di sollevamento oscilla tra i 60-150 mm/min.

Un’ altra impostazione importante è la velocità di sollevamento per il numero di strati iniziali. L’impostazione predefinita è 65 mm/min. Anche se aumentandola si diminuisce il tempo di stampa, si rischia di avere pochi strati inferiori instabili, il che potrebbe portare a problemi con la stampa.
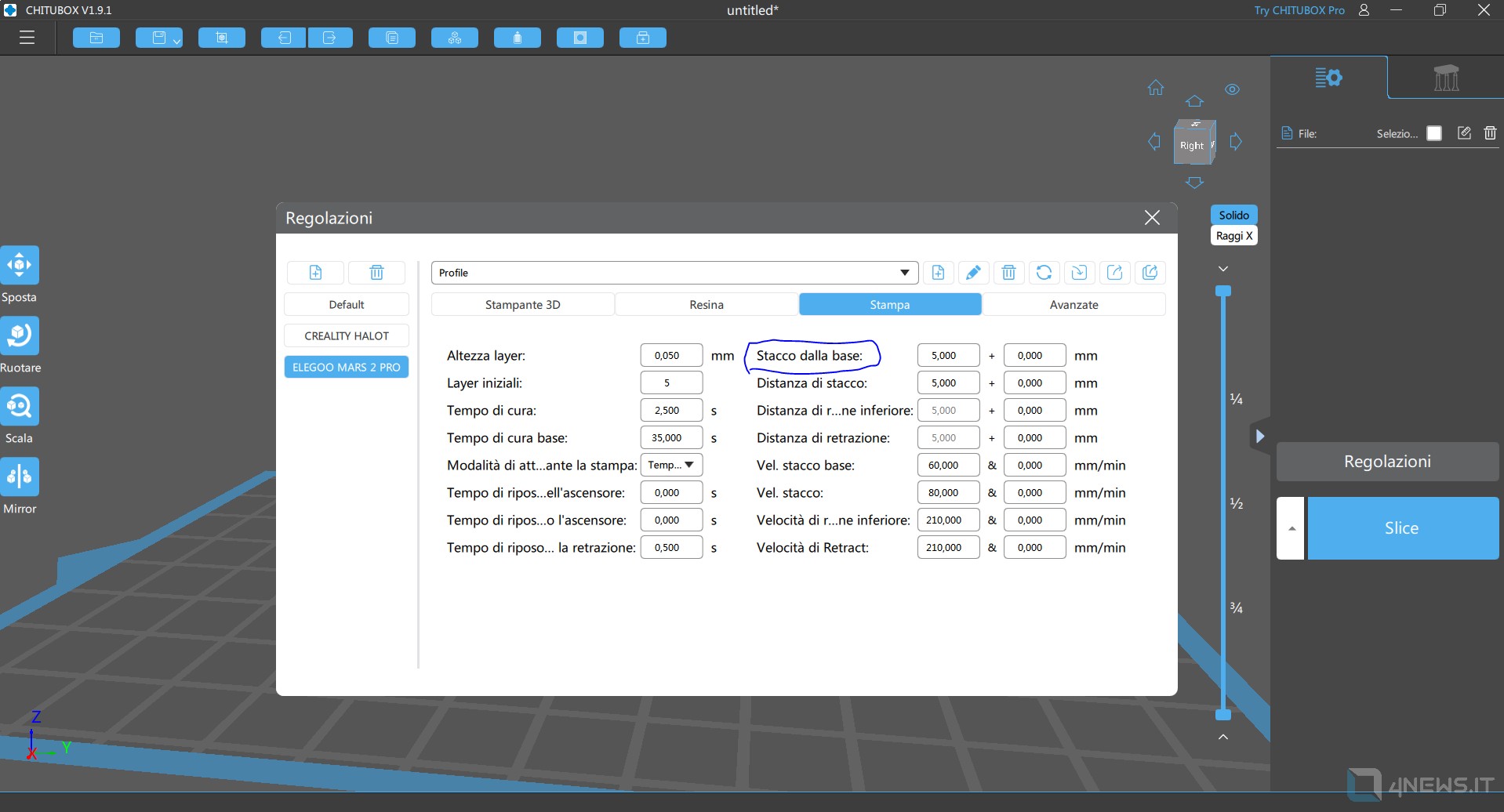
Distanza di sollevamento
Il piatto di costruzione è l’unica parte mobile nell’intero processo di stampa 3D in resina. Come spiegato in precedenza, dopo ogni strato, la piattaforma di costruzione si solleva dalla pellicola FEP per permettere alla resina fresca di fluire e a sua volta di essere polimerizzato per il successivo layer del modello. La distanza di sollevamento è l’altezza a cui la piastra di costruzione si solleva dopo ogni strato. Va di pari passo con la velocità di sollevamento ed è altrettanto importante per minimizzare i danni alle aree più deboli del modello durante il sollevamento.
La distanza di sollevamento dovrebbe essere abbastanza alta da permettere allo strato di staccarsi ordinatamente, ma non così alta da aumentare inutilmente i tempi di stampa. In ChiTuBox, la distanza di sollevamento è impostata su un valore di 5 mm mentre in Lychee dovrebbe essere di 6mm.
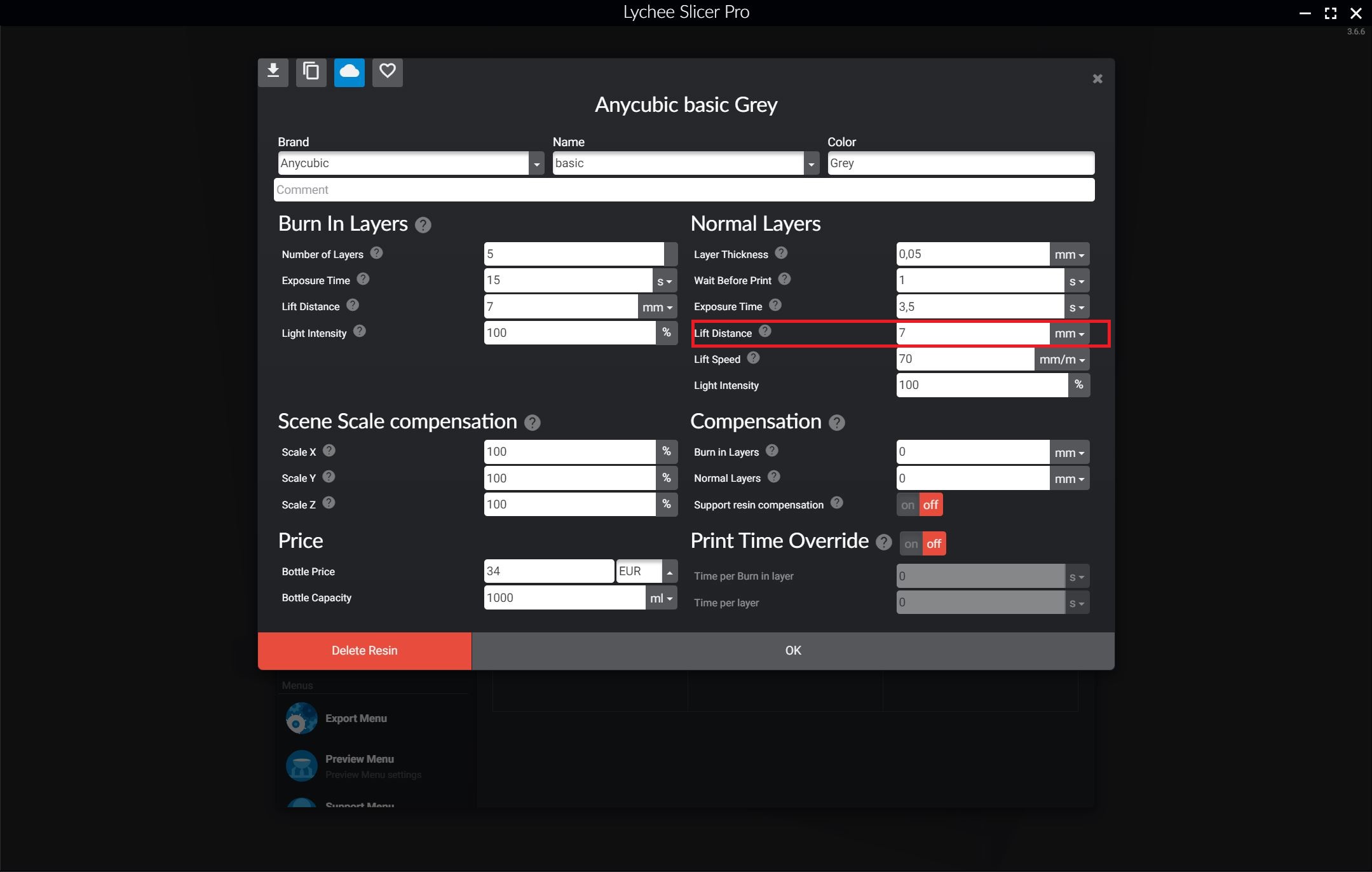
Tuttavia, è il valore iniziale e potrebbe non essere perfetto per tutti i tipi di stampante, tant’è che Lychee ne ha incorporato uno diverso a seconda del tipo di stampante che si è impostato e del tipo di resina che si intende utilizzare dal catalogo di quelle disponibili. Nell’esempio qui sotto, l’Anycubic Basic Grey, una delle più economiche e diffuse resine disponibili su Amazon.
Una distanza di sollevamento ideale sarebbe tra 5-10 mm, anche se questo varia a seconda delle dimensioni della stampante, dato che le stampanti a resina molto grandi superano questi valori.
Hollowing
L’hollowing è un ottimo modo per ridurre il peso del modello e diminuire i tempi di stampa. La resina è un materiale costoso e pesante, e grazie all’hollowing è possibile creare dei modelli cavi risparmiando la resina usata e diminuendo il tempo di stampa richiesto. Inoltre, utilizzando un modello cavo, anche il peso dell’intero modello si abbasserà, riducendo le sollecitazioni sul piatto di stampa e consentendo
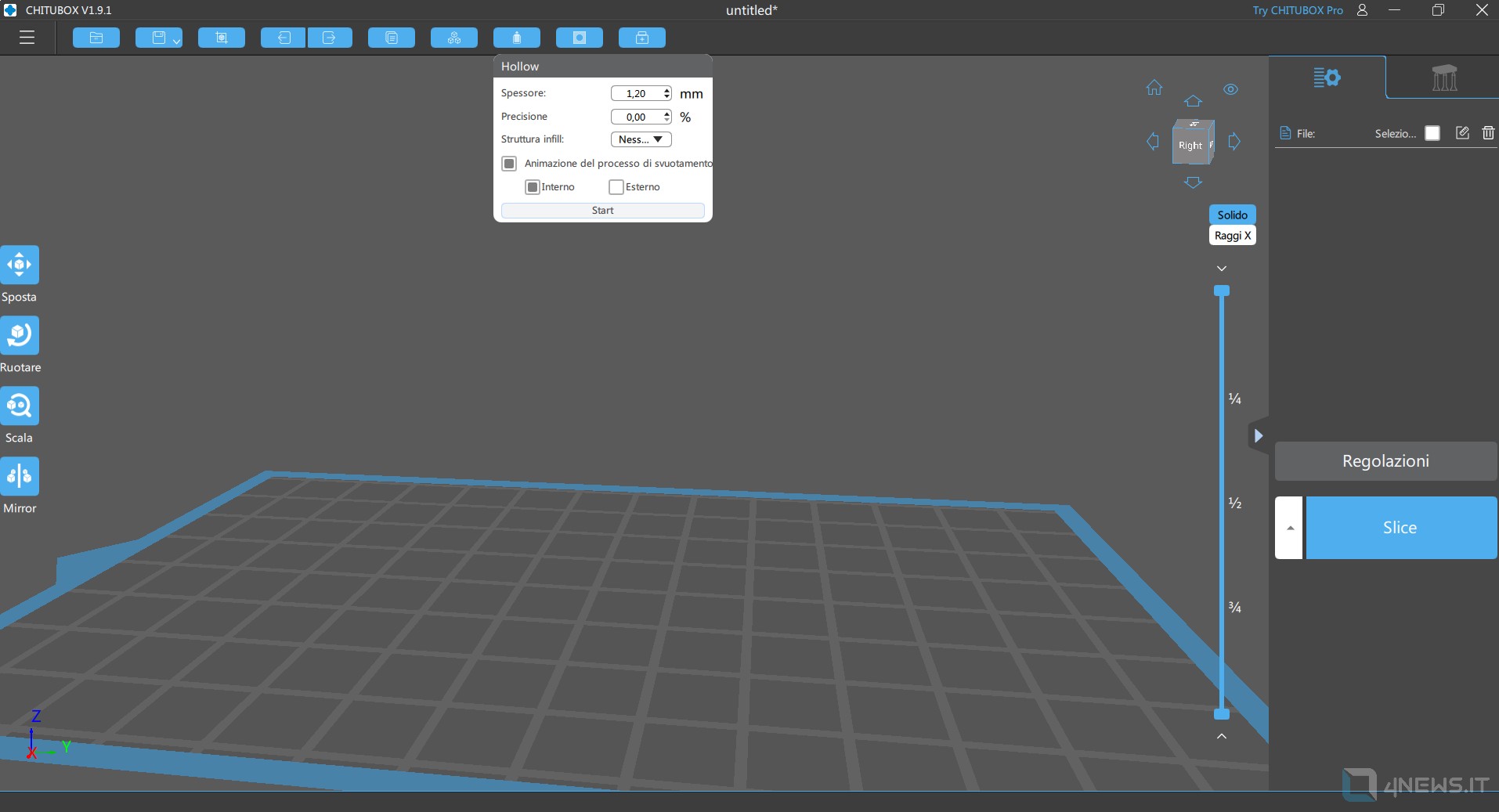
In ChiTuBox, è possibile trovare l’opzione Hollow nella barra dei menu in alto. mentre in Lychee l’opzione è posizionata in maniera molto visibile nella barra laterale. In entrambi i software è possibile scegliere lo spessore della parete e il riempimento (infill). Sarebbe meglio scegliere lo spessore della parete in modo che non sia troppo sottile, altrimenti si potrebbe finire per danneggiare il modello. Il riempimento dovrebbe essere scelto solo se è un componente funzionale. Per i modelli e le miniature, non è necessario di solito alcun riempimento.
Uno spessore di 1,2-2,00 mm per le pareti esterne dovrebbe fornire un buon equilibrio tra la resistenza e la quantità di resina utilizzata, soprattutto per le piccole stampe. I modelli in resina più grandi potrebbero essere troppo fragili per pareti così sottili. Praticare alcuni fori nel modello è necessario per drenare la resina ed evitare l’effetto risucchio. Darà lo spazio alla resina non polimerizzata di lasciare la stampa, e si eviterà che l’aria rimanga intrappolata nel modello, evitando così la possibilità di fallimento della stampa.
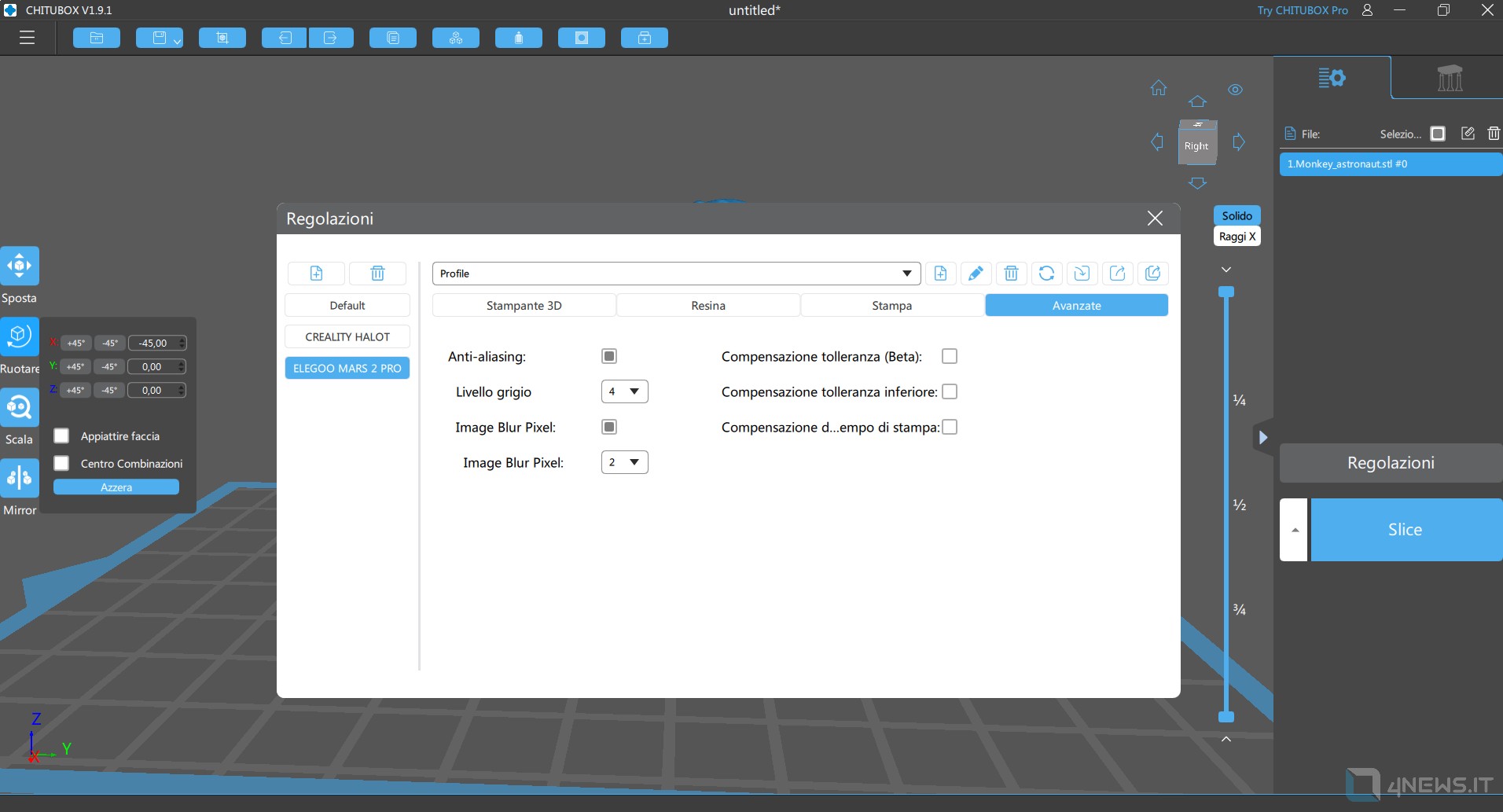
Anti-Aliasing
L’anti-aliasing, una funzionalità molto più nota nel settore della grafica dei giochi che in uqello della stampa, è invece un elemento importante di perfeziomento della vostra stampa. Sebbene non possa in alcun modo migliorare un modello con un basso numero di poligoni, aiuta a smussare i bordi ruvidi riducendo l’effetto scaletta intorno agli angoli e ai bordi rotondi.
In ChituBox ci sono tre livelli di impostazioni di anti-aliasing: 2, 4, e 8. Noi siamo soliti utilizzare un valore intermedio, di 4.
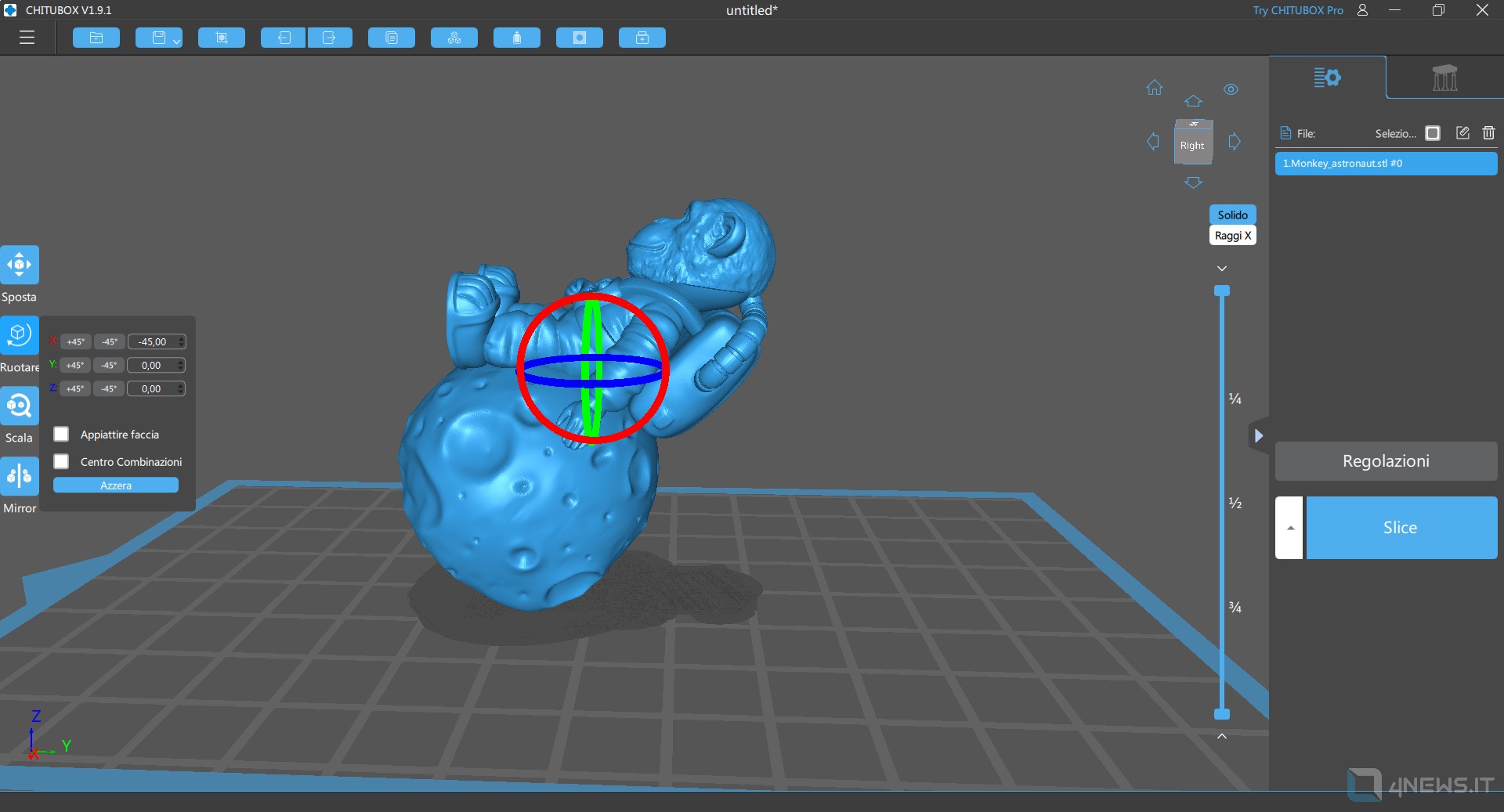
Orientamento della stampa
Come abbiamo detto, nella stampa in resina entrano in gioco diversi fattori esterni, come l’effetto ventosa o risucchio, e la gravità. Per ottimizzare questi elementi o tenerli sotto controllo può essere necessario modificare l’orientamento del modello.
Nella maggior parte dei casi, un angolo tra i 30 e i 45° funziona benissimo per quasi tutti i modelli, ma possono esserci delle eccezioni, come mostrato in questo video con splendide animazioni che vi consigliamo di guardare anche se non conoscete l’inglese.
In generale tenete sempre a mente che il vostro oggetto dovrebbe essere orientato in modo da
a) richiedere meno supporti possibile: più supporti = più materiale sprecato;
b) non avere grandi sezioni trasversali piatte: le sezioni trasversali aumentano l’aderenza al fep e quindi le forze in gioco quando il piatto di costruzione si solleva;
c) richiedere il minor tempo possibile: più il modello è alto verticalmente più richiederà tempo mentre le dimensioni orizzontali non influiscono sui tempi di stampa.
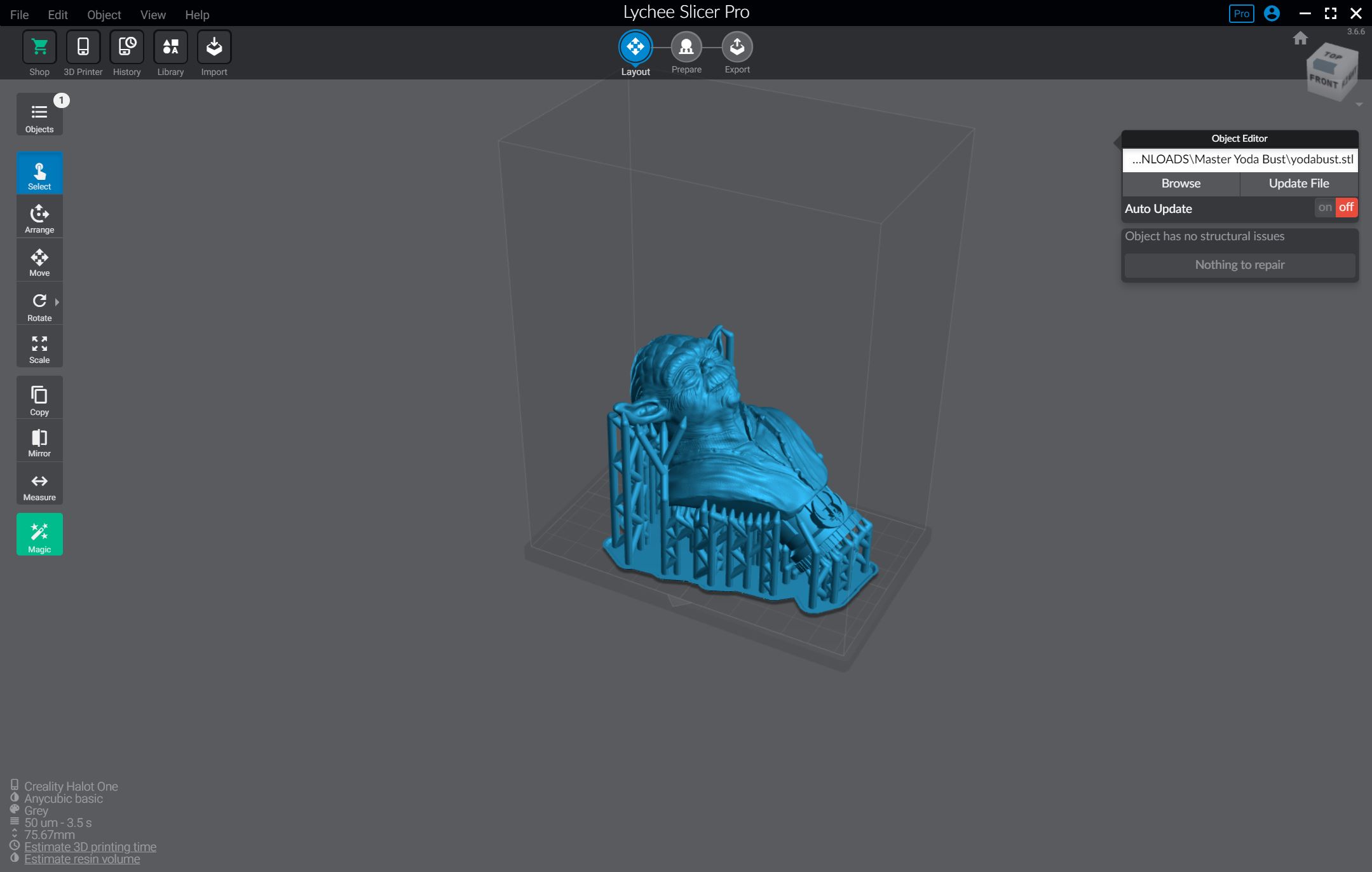
Supporti
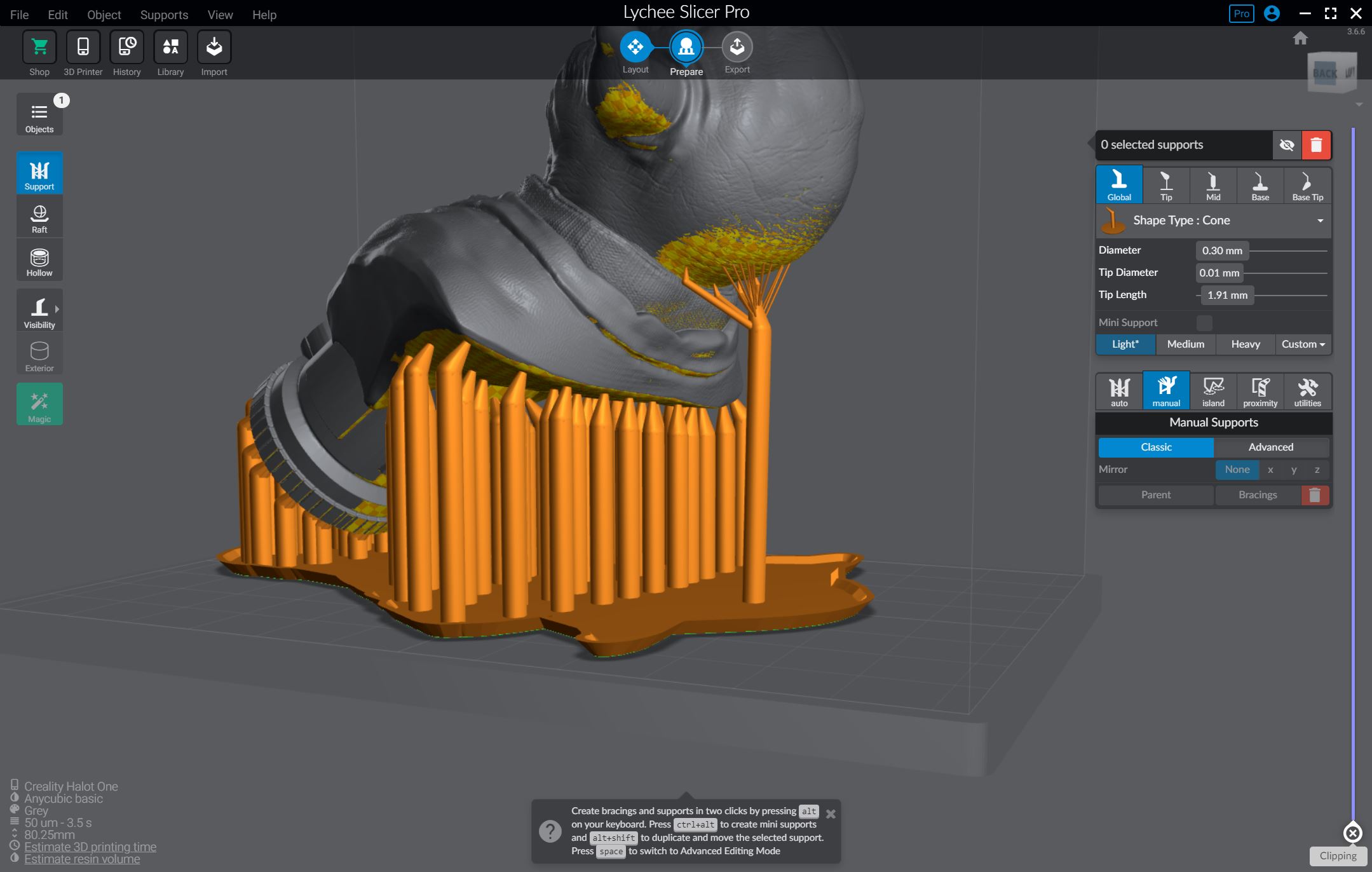
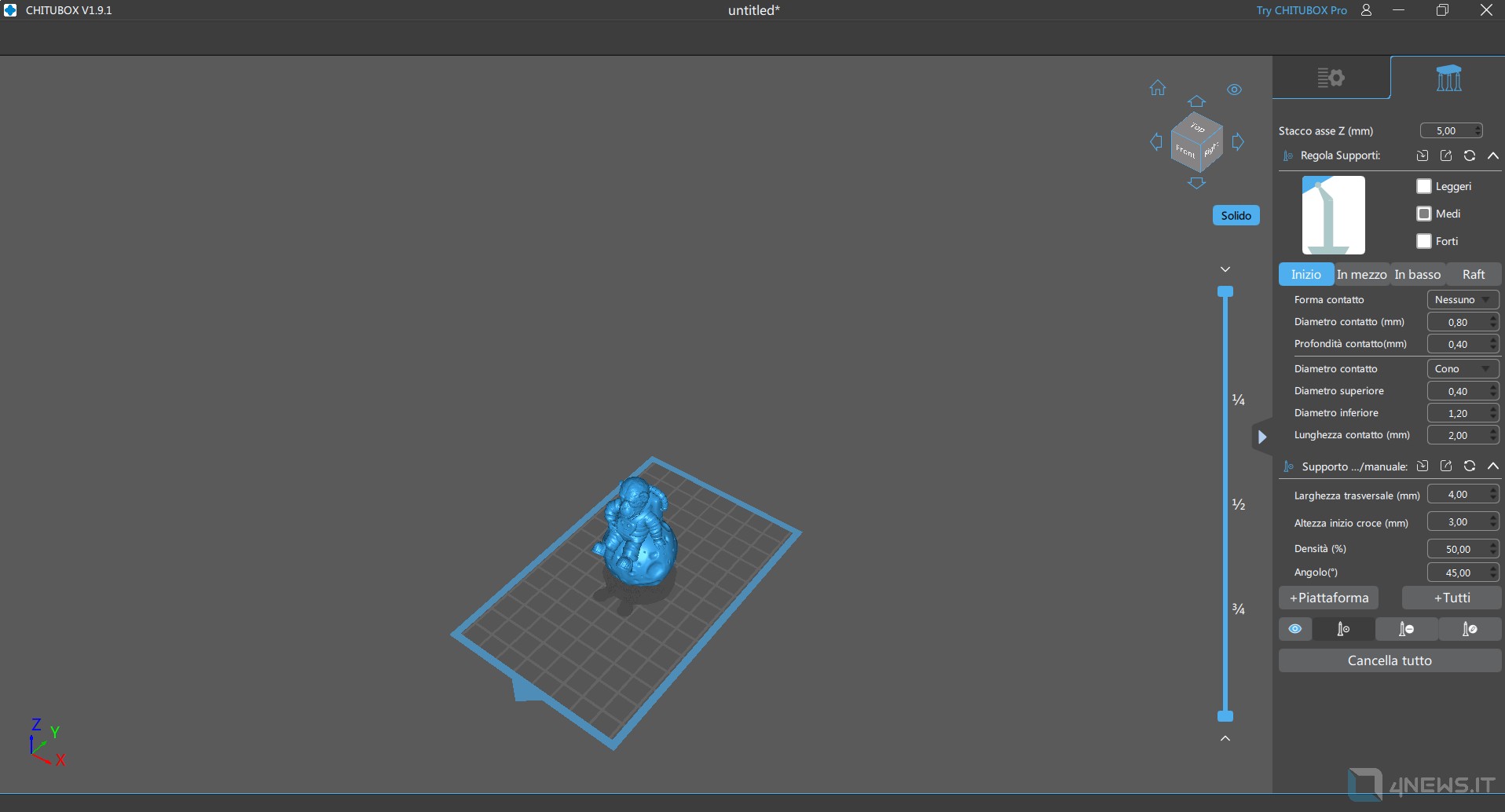
I supporti sono obbligatori in quasi tutti i modelli stampati in resina 3D. I supporti nella stampa 3D in resina sono molto diversi dalla stampa 3D FDM. Mentre la funzione è identica, il modo in cui funzionano è leggermente diverso. I supporti in resina sono cilindrici con un’estremità angolata e una punta appuntita. In questo modo, si risparmia un po’ di resina, e lo slicer genera solo nelle aree cruciali delle sporgenze e non per tutta la sporgenza. Inoltre mentre generalmente i supporti nella stampa FDM servono semplicemente a sorreggere le parti del modello che non hanno un sostegno, nella stampa in resina contribuiscono anche a tenere ancorato il modello al piatto di stampa.
Sia ChiTuBox che Lychee consentono di personalizzare i supporti, ma è indubbio che il grado di personalizzazione possibile in Lychee è davvero fuori scala.
Questo è tutto per la nostra guida, vi ricordiamo che per qualsiasi problema o chiarimento potete scriverci sui nostri social che trovate qui sotto, o unirvi al nostro gruppo Telegram dove siamo pronti a fornirvi ogni consiglio o aiuto che possa esservi utile per il vostro viaggio nel mondo della stampa in 3D.
YouTube: https://tinyurl.com/YouTube4Newsit
Facebook: https://www.facebook.com/4news.it
Gruppo Facebook: https://www.facebook.com/groups/755479248681649
Twitch: https://www.twitch.tv/4news?lang=it
Twitter: https://tinyurl.com/4Newsit
Instagram: https://www.instagram.com/4news.it/
vorrei sapere in che modo l’antialiasing e la grey scale, influenzano la precisione del modello, soprattutto per chi realizza gioielli dovrebbe evitari che due pareti adicenti o dei pilastrini come legriffes che tengono le pietre in un pavè sono molto vicini tipo distanze minori di 0,20 mm
Ciao poichè l’antialiasing (e nella stampa 3d, il greyscale che è una applicazione dell’antialiasing) è una tecnica di “interpolazione” digitale che smussa i bordi delle linee oblique o tonde aggiungendo pixel inesistenti nel modello originale, è sconsigliabile quando è necessario avere la massima fedeltà al modello originale come nel tuo caso. Alcune delle “imperfezioni” di un’immagine possono essere distorte o distrutte, ma quelle imperfezioni potrebbero essere fondamentali nella gioielleria o nella stampa di componenti di precisione.
grazie per la vostra guida dopo due fallimenti penso che ora sia la volta buona. grazie ancora e serena giornata.